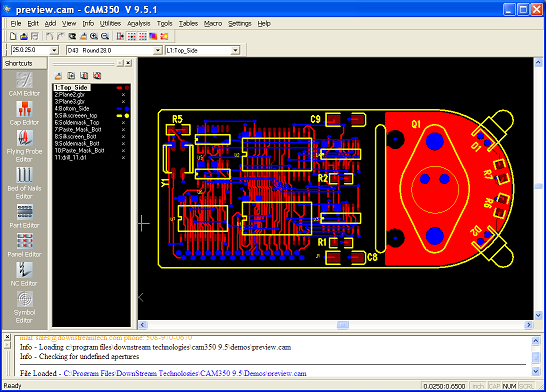
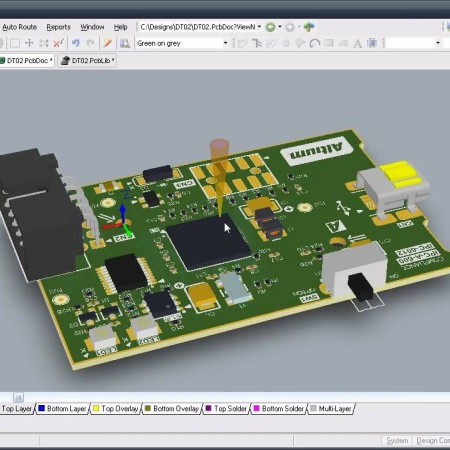
| CAM – CAM 350 v9.5.1 | CAD – Altium Designer 16 |
|---|---|
 |
 |
| Zákazníkom zaslané gerber a excellon dáta nie sú nikdy použité ako priame vsupy pre výrobné stroje (Fotoploter, Vrtačka CNC). Na to, aby plošné spoje bolo možné vyrobiť profesionálne, musia byť tieto dáta spracované a upravené v CAM prostredí. CAM systém umožnuje napríklad načítanie vstupných dát, úpravu technologického okolia, overenie dát z hladiska korektnosti návrhových pravidiel, kompenzáciu výrobných procesov (zmenšenie, zväčšenie mierky vzhľadom na lamináciu materálu) , panelizáciu, export dát pre Fotoploter, CNC Vrtačku, AOI tester, flying probe tester, pripadne ine… CAM 350 od firmy Downstream Technologies je veľmi rozšírený CAM systém, který je využívame pri spracovaní dat pro výrobu dosiek plošných spojov. Tento systému využívame už viac ako 10 rokov. |
CAD Systém je určený na zdigitalizovanie zákazníckych schém. Schéma sa najskôr zdigitalizuje prekreslením v programe, následne sa vrámci digitalizácie priradia ku každej súčiastke tzv. púzdra (footprints, shapes). Následne sa vytvorí netlist, čo je vlastne textový zápis prepojení všetkých súčiastok . Na základe netlistu je možné importovať do návrhového prostredia všetky fyzické súčiastky a ich vzájomné prepojenia. Výstupom programu sú najčastejšie gerber dáta + dáta pre CNC vrtačku plošných spojov. Program podoruje dôzne iné formáty pre export a import ako DWG, DXF, OBD++. Počas návrhu je so zákazníkom návrh konzultovaný a zákazník si ho má možnosť overiť prostredníctvom 3D PDF formátku, v ktorom je možné si jednoducho prezrieť plošný spoj ešte pred jeho samostatnou výrobou. Ak je plošný spoj overený prichádza ku samostatnej výrobe. |
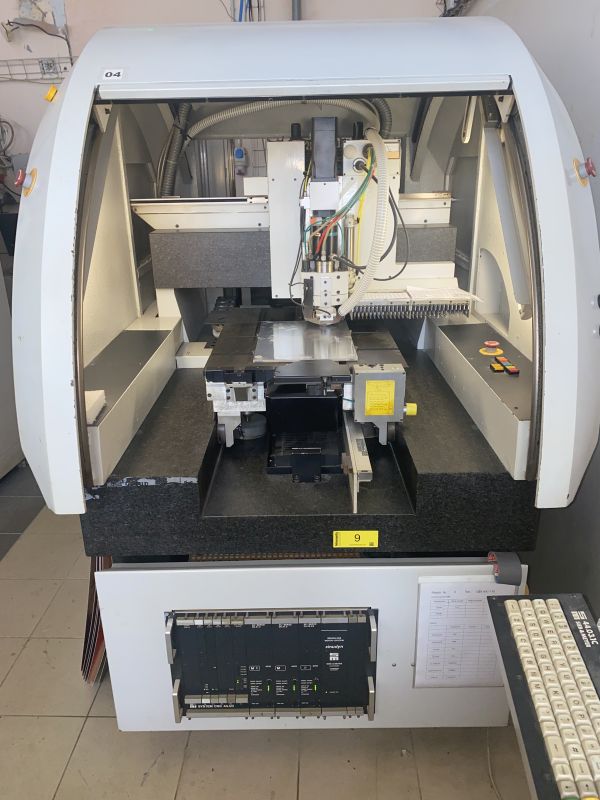
| Vrtačka – LGX 460 | Vŕtanie/Frézovanie – LENZ G650 |
 |
 |
| Vŕtačka disponuje jedným vrtacími vretenom , ktoré vďaka vzduchovym ložiskám umožnujú maximálne otáčky 100000 ot / min. Stroj ma v osi X a Y, lineárne motory, pohybuje sa na vzduchových patkách, ktoré levitujú nad granitovou základňou. Stroj disponuje eurozásobníkmi pre 308 nástrojoov. Ich výmena pri opotrebení, alebo zlomení počas práce je riadená strojom na základe kontinuálneho merania laserovým lúčom. Výrobné panely su do stroja automaticky podávané zo zásobníka, následne stroj rozpozná čiarový kód a nahrá prislúchajúci program. Po ukončení programu je vyvrtaný paket vrátený do zásobníka a ten sa posunie na ďaľšiu pozíciu. Riadenie Sieb and Meyer 44 + DNC. Ukážka vŕtania plošných spojov. | Vŕtačka plošných spojov od popredného nemeckého výrobcku vrtačiek pre plošné firmy LENZ. Disponuje troma vrtacími vretenami od firmy WestWind, ktoré vďaka vzduchovym ložiskám umožnujú maximálne otáčky 80000 ot / min. Stroj disponuje eurozásobníkmi pre 112 nástrojoov. Ich výmena pri opotrebení je riadená strojom. Fixácia panelov je realizovaná pneumaticky. Riadenie Sieb and Meyer 45. |
| Vŕtanie/Frézovanie – LENZ GX600 | Drážkovanie – SCHMOLL RM 601.2 |
 |
|
| Vŕtačka plošných spojov od popredného nemeckého výrobcku vrtačiek pre plošné firmy LENZ. Vrtacie/Frezovacie vretená od firmy WestWind 320, ktoré vďaka vzduchovym ložiskám umožnujú maximálne otáčky 80000 ot / min. Počet zásobníkov pre nástroje je 28. Riadenie Sieb and Meyer 35. | Drážkovačka plošných spojov od popredného nemeckého výrobcku SCHMOLL. Disponuje dvoma držiakmi pre výrobné panely, ktoré umožnujú rýchlejšie spracovanie drážkovania. Maximálna veľkosť výrobného panelu je 600mm. Teoretické rýchlosť drážkovania je až 10m / min. Fixácia panelov je realizovaná pneumaticky. Riadenie Sieb and Meyer 35. |
| Fotoploter – BARCO Crescent 40 | Kartáčovanie – WESERO |
 |
 |
| Prístroj umožňuje vykreslenie filmov s maximálnymi rozmermi 711 x 580mm. Rozlíšenie je 8000DPI. Vykreslenie filmu s rozmermi 711 x 580 pri štandardnom rozlíšení 4000DPI zaberie cca 10minút. | Kartáč pozostáva z dvoch komôr a dopravníkového systému, ktorý dosku posúva cez komory. V prvej komore je doska mechanicky kartáčovaná dvoma valcovými kartáčmi, ktoré oscilujú. Doska a kartáče sú počas prechodu touto sekciou stále mokré. V druhej sekcii je doska zbavená vlhkosti prechodom cez sekciu vzduchových nožov. |
| Laminátor – ANGER | Expozičná jednota – COLIGHT |
 |
 |
| Vyvolávačka – RESCO Millenium | Leptačka ERRETRE |
 |
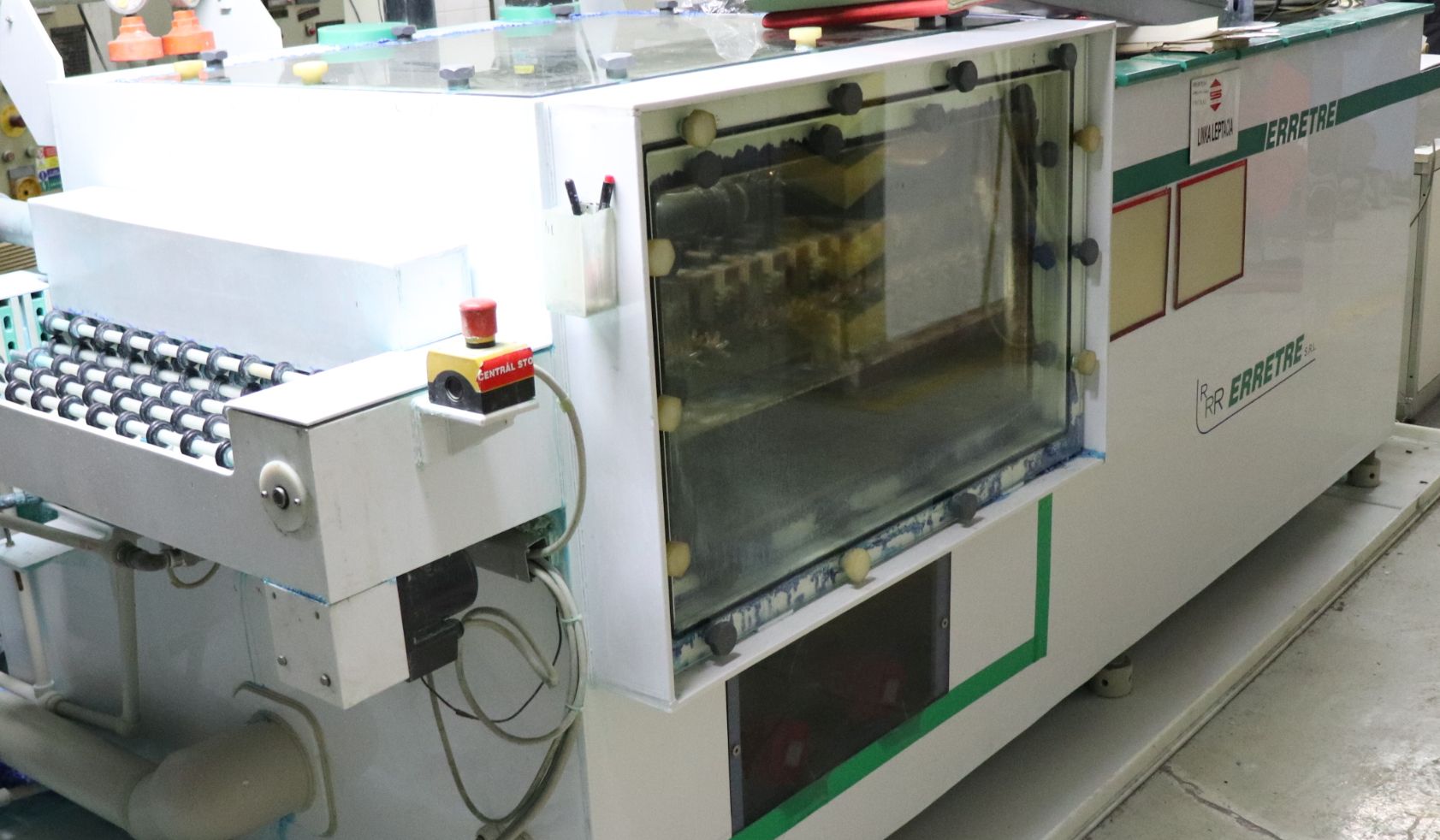 Amonikálna leptačka, s dopravníkom o šírke 750mm. Obsahuje hlavnú komoru s leptadlom ohrievaným dvoma 4kW výhrevnými telesami. Motory čerpadiel je možné regulovať frekvenčnými meničmi a regulovať tak tlak v tryskách. Nasledujú dve replenish komory určené na ekologický oplach čistým leptadlom a nasledne trojkaskádový prietočný oplach vodou. Posledný modul je sušiaci. Riadenie Siemens Symatic. Amonikálna leptačka, s dopravníkom o šírke 750mm. Obsahuje hlavnú komoru s leptadlom ohrievaným dvoma 4kW výhrevnými telesami. Motory čerpadiel je možné regulovať frekvenčnými meničmi a regulovať tak tlak v tryskách. Nasledujú dve replenish komory určené na ekologický oplach čistým leptadlom a nasledne trojkaskádový prietočný oplach vodou. Posledný modul je sušiaci. Riadenie Siemens Symatic. |
| Sieťotlač – ATMA | HAL – CEMCO Quicksilver |
 |
 |
| Poloautomatický sieťotlačový stroj, používame na aplikovanie nespájkovacej masky alebo popisu. | Veľmi efektívny stroj anglického výrobcu CEMCO. Vďaka malej vzájomnej vzdialenosti vzduchových nožov dokáže vytvoriť veľmi hladký povrch spájkovacích plôšok. Maximálna veľkost výrobného panelu je 600 x 600mm. |
| Sušiace a vytvrzovacie pece | Tester – MANIA Speedy 580 |
 |
 |
| Flying probe tester MANIA Speedy 580 zvládne viac ako 1200 testovacích bodov z minútu. Testovanie je realizovaný štyrmi testovacími hrotmi. Maximálna veľkosť testovaného výrobného panelu je 600 x 600mm. Tester bez problémov dokáže odhaliť prerušenia, skraty. | |
| Sieťotlačový manuálny stroj – PBT Uniprint | |
 |
|
| Je manuálny stroj, slúžiaci na nanášanie cínovej pasty na dosku plošného spoja. Tento stroj umožňuje pomerne presné zarovnanie šablóny a motívu. Pre menšíe série je oveľa rýchlejší ako automatická tlač. | |
| Semi-automat FRITSCH SM902 | Automat ESSEMTEC PANTERA XV |
 |
 |
| Pre menšie série a prototypy, používame pracovisko ručného osadzovania, ktoré pozostáva z manipulátora, podávačov a inšpekčnej kamery napojenej na LCD monitor.
Poloautomatický manipulátor spolu s podávačmi, osadzovacím stolíkom a tvorí kompaktný, výkonný osadzovací systém. Ľahký pohyb ramena v osiach X a Y dovoľuje pohodlné vyberanie súčiastok z podávačov a ich osadenie po celej pracovnej ploche. Presné vedenie osadzovacej hlavy v osi Z znamená kolmé a jemné položenie súčiastky do pasty. Vodiaci gombík hlavy slúži súčasne na otáčanie ihly okolo svojej osi. Pre osadzovanie malých 0603 a 0402 čipov ako aj pre presné napolohovanie fine pitch QFP je k hlave pripojená kamera, čím sa zväčšený obraz osadzovaného miesta premietna na veľkú obrazovku. |
Automat je určený pre osádzanie menších sérii plošných spojov. Automat disponuje spodnou kamerou na precízne osadenie TQFP a BGA púzdier. Maximálna rýchlosť osádzania je 4500 komponentov za hodinu. Stroj disponuje automatickým laserovým projekčným vystredením komponentu počas doby presunu od zásobníku po pozíciu osadenia. Hlavnou výhodou automatu je flexibilita a pomerne veľká rýchlosť prípravy komponentov. S automatom je dodávaný software, ktorý umožnuje veľmi jednoducho vytvoriť zo súradnicového vstupu, osadzovací program pre automat. |
| Selektívna vlna ZIPATEC 250 | |
| Spájkovanie v parách – ASSCON VP510 | |
 |
|
| Jedna z pretavovacích pecí je inline reflow Vitronics Unitherm SMR800. Je vybavená ôsmimi vyhrievacími a dvoma chladiacimi zónami s počítačovo riadenými teplotnými profilmi. Spájkovacia pasta je pretavovaná horúcim vzduchom, ktorého teplotu je možné nastaviť na každej zóne nezávisle do 350 stupňov celzia.
Správnosť nastavenia teplôt je zaistená kalibráciou pece, pomocou logovacieho zariadenia DATAPAQ 9061A. |
Spájkovanie v parách je jedným z bežne používaných procesov spájkovania. Na účely prenosu tepla sa ako procesná kvapalina používa chemická inertná kvapalina „Galden“ (perfluórpolyéter). Táto kvapalina, alebo médium sa zohreje na teplotu varu, ktorá sa rovná maximálnej teplote procesu. Z tohto dôvodu dodávaná energia vytvára paru a vznikne oblasť procesu spájkovania, nazývaná tiež parný vankúš. Akonáhle je vytvorený parný vankúš, zostava môže byť spájkovaná. Na tento účel spájkovaná doska plošného spoju vstupuje do oblasti pár a kvôli teplotným rozdielom dochádza ku kondenzácii pár na zostave. Okolo dosky plošného spoja sa vytvorí súvislá kvapalná vrstva. Táto kvapalná vrstva plne zabraňuje oxidácii spájkovaných spojov a udržiava tiež extrémne homogénny vstup tepla do zostavy. Prenesené množstvo tepla je regulované objemom kondenzácie na zostave a teda objemom novovytvorených pár. Prostredníctvom tohto riadeného prenosu energie je možné dosiahnuť požadovaný teplotný profil. Akonáhle teplota dosky plošného spoja dosiahne teplotu pár, kondenzácia sa automaticky zastaví, a preto sa do zostavy neprenesie žiadna ďalšia energia. Z tohoto dôvodu je praktickz nemožné, aby došlo k prehriatiu celej zostavy. Akonáhle je proces spájkovania dokončený, môže byť doska plošného spoja z oblasti pár vybratá. Keď zostava dosiahne nižšiu teplotu, zvyšky procesnej kvapaliny sa rýchlo odparujú. Napriek tomu, že hotová zostava sa vysuší, stále zostáva horúca z procesu spájkovania a pred ďalším spracovávaním sa musí ochladiť. |
Viac videí technológii, ktoré používame môžete nájsť aj na našom youtube kanáli.